Всем привет.
Возможно, вам будет интересно узнать о новом способе получения изделий. Речь о литье в напечатанную форму. Мы занимаемся 3D печатью и решили попробовать напечатать форму и лить уже непосредственно в неё.
Для осуществления задуманного очень пригодится:
объект для литься
3D принтер RK-1
пластик для литья
автоклав (очень желательно)
Объектом в нашем случае будет некая крышка. Да, её можно напечатать, но потом необходимо будет обрабатывать от поддержек. В единичном варианте такое подошло бы, но не сейчас. Необходимо получить 65 готовых крышек. Вы скажете, что можно сделать силиконовую форму и будете правы.*
*только понадобится не одна форма, а целых штуки три, примерно. Мастер-модель тоже понадобится.
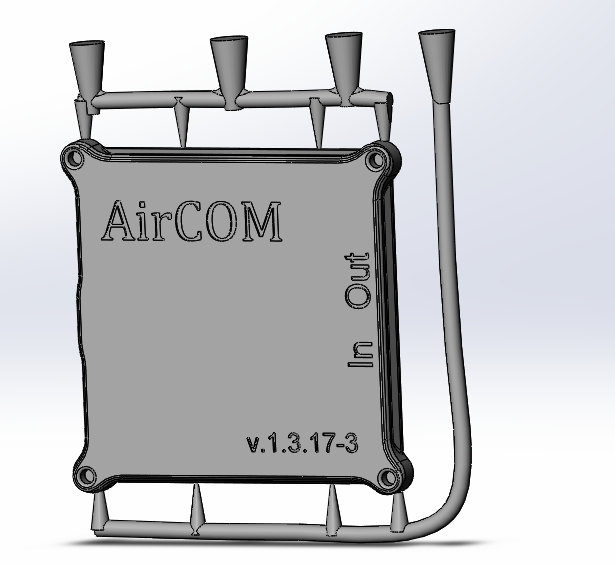
Модель с литниковой системой выглядит следующим образом.
Хочу сразу оговориться, что такая литниковая система подойдёт для «долгих» пластиков, время жизни которых порядка 20-30 минут. Если время жизни 2-5 минут, то деталь стоит располагать горизонтально.
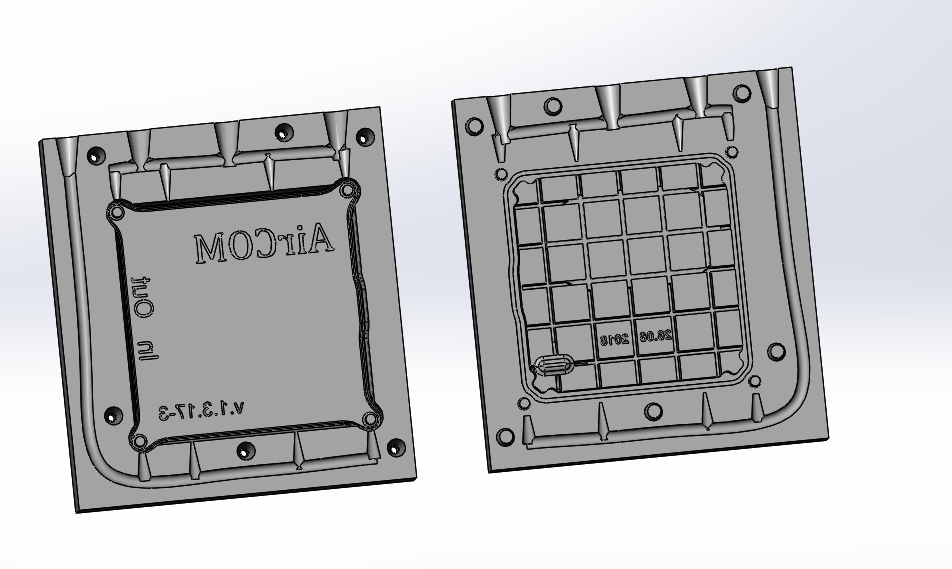
На основе модели с литниковой системой можем легко и непринуждённо получить матрицу. 3D модель матрицы.
Вот, она, красавица.
Осталось отправить на 3D принтер, подождать немного (в данном случае часов) и матрица готова.
Но, вот прям сразу лить не получиться, необходимо подготовить матрицу. Первое что надо сделать-произвести засветку матрицы (чтобы полимеризация прошла до конца). Второе-обработать матрицу разделителем. Для этого я использую Blue WAX.
Ну вот и всё, собираем матрицу.
И заливаем пластик.
Ждём примерно 10 минут. Именно за это время пластик заполняет всю полость.
Как только заполнил, помещаем матрицу в автоклав. Надуваем его до 6 атм.
После полимеризации материала. Извлекаем матрицу и вскрываем её.
Видим, что есть облой на стыке матрицы, но это не очень критично, потому как толщина его крайне мала и удаляется буквально прикосновением пальца.
Остатки литниковой системы.
Если у вас остались вопросы - обязательно задавайте.
Преимущества (по сравнению с силиконовыми формами):
- форма не "гуляет"
- лучшая (?) стойкость, возможность получения большего(?) тиража
Недостатки
- крайне ограниченное применение, только для простых деталей без поднутрений и с неглубоким рельефом. Для объемно-сложных не годится в принципе
- сложность при ручном нанесении разделителя. Недостаточное количество - угробит форму, избыточное приведет к дефектам поверхности. Выдерживать одинаковый слой из раза в раз тоже проблема
- Силикон идеально повторяет мастер-модель со всеми ее достоинствами и недостатками. Выращенная жесткая форма имеет дефекты поверхности, определяемые качеством 3Д-печати
- Применение смол с бОльшим временем жизни смеси и, соответственно, бОльшим временем полимеризации (меньшая производительность)
- Цена (?) Возможно, что при одинаковом выходе изделий до разрушения формы печатная будет дороже, чем несколько силиконовых. При тиражах до 100 штук однозначно невыгодна
Интересно, необычно и от этого кажется оригинальным. На деле очень узкая область применения со множеством ограничений
P.S.
qunix писал(а):
Необходимо получить 65 готовых крышек. Вы скажете, что можно сделать силиконовую форму и будете правы.*
*только понадобится не одна форма, а целых штуки три, примерно. Мастер-модель тоже понадобится.
Меньше... Конечно, если по-варварски работать, то можно и больше трех силиконовых форм загубить. А вот с мастер-модели можно хоть сто раз форму тиражировать
Преимущества (по сравнению с силиконовыми формами):
- форма не "гуляет"
- лучшая (?) стойкость, возможность получения большего(?) тиража
Сомнительные преимущества. Смола при полимеризации греется. Дело в том, что полимер этот весьма нестоек к нагреву. Температура дисторсии в районе 50 градусов. В этом конкретном примере объем смолы не такой уж большой, может прокатит, но на более больших объемах, даже от стягивания резинками форму поведет 100% при полимеризации смолы. На первых отливках это может будет незаметно, но с каждой последующей заливкой облой будет нарастать а форма менять геометрию.
Стойкость тоже под сомнением, при неудачном нанесении разделителя, или опять же вследствие саморазогрева достаточного объема смолы, разделитель будет мигрировать и на оголившемся месте смола может прикипеть основательно. Опять же механическая стойкость этого полимера оставляет желать лучшего. Можно будет вырвать мясо из матрицы вместе с очередной отливкой. Обязательность нанесения разделителя вообще отдельная песня. Неудачно нанесенный разделитель будет обязательно влиять на качество поверхности готового изделия.
sergey00166 писал(а):
такие формы проще на CNC из лЮминия или оргстекла (в зависимости от тиража) вырезать.
Себестоимость такой фрезерованной формы будет существенно выше даже трех комплектов форм из силикона. Время изготовления значительно дольше. Я могу сделать три комплекта форм с такого примитивного мастера в течение трех часов. По часу на комплект. Если лить сразу в эти три комплекта форм, то тираж 60 экземпляров можно не напрягаясь отлить за день, максимум за пару дней, а не за пару недель. Другой вариант, сделать одну форму с нее снять 10 эталонных отливок, заформовать вторую форму с этими 10 мастерами и отлить 60 отливок до обеда. Цена силикона который уйдет в обоих случаях на эти формы будет 100% не дороже печати матрицы на 3D принтере. Производительность литья будет кратно выше, поскольку лить такой примитив нужно из быстрой смолы. Я бы лил даже из 30 секундной, вынимая по три или даже десять отливок каждые 15-30 минут, а не по одной каждые час-полтора.
Все что написано не имеет никакого значения при любительском литье, когда времени вагон а изобретать велосипед есть желание и возможность. Для серьезных дел давно уже все придумано.
Себестоимость такой фрезерованной формы будет существенно выше
у меня стоимость обоих форм для фрезы 0,1 мм выходит в пределах 14т, руб за обе (верх/низ). я не знаю себестоимость для 3д печати, но не думаю что соотношение цена/качество не сильно отличается. но это конечно же мое личное мнение.
sergey00166 стоимость печати такого качества как в этом примере, начинается от 300 руб. за кубик. и далее, смотря кто насколько любит шуршание банкнот. Тут судя по всему, что-то около 50-60 кубиков наберется. Получается соразмерно фрезеровке.
Преимущества (по сравнению с силиконовыми формами):
Недостатки
- крайне ограниченное применение, только для простых деталей без поднутрений и с неглубоким рельефом. Для объемно-сложных не годится в принципе
- сложность при ручном нанесении разделителя. Недостаточное количество - угробит форму, избыточное приведет к дефектам поверхности. Выдерживать одинаковый слой из раза в раз тоже проблема
- Силикон идеально повторяет мастер-модель со всеми ее достоинствами и недостатками. Выращенная жесткая форма имеет дефекты поверхности, определяемые качеством 3Д-печати
- Применение смол с бОльшим временем жизни смеси и, соответственно, бОльшим временем полимеризации (меньшая производительность)
- Цена (?) Возможно, что при одинаковом выходе изделий до разрушения формы печатная будет дороже, чем несколько силиконовых. При тиражах до 100 штук однозначно невыгодна
Вы верно определили достоинства и недостатки, но немного не так всё.
-да, тут ограничения как и в обычных формах как для ТПА
-сложности никакой нет, нужно использовать нормальный разделитель. наносить его тоже просто. я делаю так: наношу на форму, излишки выдуваю компрессором. перед каждой заливкой обработка формы не требуется.
-если дефекты появились, то это косяк печати и нужно заново печатать.
-использовали пластик со временем жизни 3 минуты. проблем нет
-по цене вот такой расклад:
Себестоимость матрицы - 700 руб. (масса обеих половин около 100 г.)
Себестоимость отливки - 6 руб. (при стоимости пластика 700руб/кг)
Добавлено спустя 3 минуты 55 секунд:
Уокер писал(а):
alex_x писал(а):
Преимущества (по сравнению с силиконовыми формами):
- форма не "гуляет"
- лучшая (?) стойкость, возможность получения большего(?) тиража
Сомнительные преимущества. Смола при полимеризации греется. Дело в том, что полимер этот весьма нестоек к нагреву. Температура дисторсии в районе 50 градусов. В этом конкретном примере объем смолы не такой уж большой, может прокатит, но на более больших объемах, даже от стягивания резинками форму поведет 100% при полимеризации смолы. На первых отливках это может будет незаметно, но с каждой последующей заливкой облой будет нарастать а форма менять геометрию.
Стойкость тоже под сомнением, при неудачном нанесении разделителя, или опять же вследствие саморазогрева достаточного объема смолы, разделитель будет мигрировать и на оголившемся месте смола может прикипеть основательно. Опять же механическая стойкость этого полимера оставляет желать лучшего. Можно будет вырвать мясо из матрицы вместе с очередной отливкой. Обязательность нанесения разделителя вообще отдельная песня. Неудачно нанесенный разделитель будет обязательно влиять на качество поверхности готового изделия.
sergey00166 писал(а):
такие формы проще на CNC из лЮминия или оргстекла (в зависимости от тиража) вырезать.
Себестоимость такой фрезерованной формы будет существенно выше даже трех комплектов форм из силикона. Время изготовления значительно дольше. Я могу сделать три комплекта форм с такого примитивного мастера в течение трех часов. По часу на комплект. Если лить сразу в эти три комплекта форм, то тираж 60 экземпляров можно не напрягаясь отлить за день, максимум за пару дней, а не за пару недель. Другой вариант, сделать одну форму с нее снять 10 эталонных отливок, заформовать вторую форму с этими 10 мастерами и отлить 60 отливок до обеда. Цена силикона который уйдет в обоих случаях на эти формы будет 100% не дороже печати матрицы на 3D принтере. Производительность литья будет кратно выше, поскольку лить такой примитив нужно из быстрой смолы. Я бы лил даже из 30 секундной, вынимая по три или даже десять отливок каждые 15-30 минут, а не по одной каждые час-полтора.
Все что написано не имеет никакого значения при любительском литье, когда времени вагон а изобретать велосипед есть желание и возможность. Для серьезных дел давно уже все придумано.
Смола при полимеризации в таком объеме не греется от слова совсем. Полимер держит температуру выше 100 градусов ( пробовали заливать термоклей из пистолета). Чтобы литьевой пластик так нагрелся его надо ведро развести и отвердителя больше налить.
...
Себестоимость матрицы - 700 руб. (масса обеих половин около 100 г.)
Так это СЕБЕ-стоимость. А ДРУГИМ-стоимость будет существенно выше. Во всяком случае мне в своё время Вы называли цифру с двумя нулями за 1 грамм.
Большая просьба предоставить информацию(ссылку, скриншот), подтверждающие ваши слова.
Должен ли я понимать Ваши слова так: в прошлый раз КТО-ТО из нас что-то перепутал, и я теперь могу заказывать у Вас печать всего по 7 рублей за грамм? Тогда я сразу же откажусь от своих слов и буквально завалю вас заказами.
Если вы купите принтер, то будете печатать по 7 руб за грамм.
Стоимость печати у нас рассчитывается немного иначе.
10 руб. за грамм + 100 руб/час ( 1 час работы принтера).
И всё же, от куда у вас информация о
seva80 писал(а):
qunix писал(а):
...
Себестоимость матрицы - 700 руб. (масса обеих половин около 100 г.)
Так это СЕБЕ-стоимость. А ДРУГИМ-стоимость будет существенно выше. Во всяком случае мне в своё время Вы называли цифру с двумя нулями за 1 грамм.
Мне одному кажется, что тут есть некое расхождение?
qunix писал(а):
Себестоимость матрицы - 700 руб. (масса обеих половин около 100 г.)
qunix писал(а):
10 руб. за грамм + 100 руб/час ( 1 час работы принтера).
qunix писал(а):
И всё же, от куда у вас информация о
seva80 писал(а):
Так это СЕБЕ-стоимость. А ДРУГИМ-стоимость будет существенно выше. Во всяком случае мне в своё время Вы называли цифру с двумя нулями за 1 грамм.
Это не интересно окружающим. Возможно, мне просто не повезло: не в тот день обратился или не к тому человеку (если Вы не один этим занимаетесь). Вы лучше расшифруйте для публики пункт "100 руб/час работы принтера". Сколько мм толщины печатается за час и как в данном случае должна располагаться матрица: плашмя или вертикально - это ведь "две большие разницы". Тогда люди смогут сами хотя бы приблизительно подсчитать стоимость того, что хотели бы сделать.
seva80 истинная правда. Себестоимость матрицы 700 руб (+ цена принтера). Просто если немножко недосказать, то получается 700 руб.
За час получится вырастить эту деталь только плашмя. Иначе придется растить 100 микронными слоями. А это будет ужас-ужас.
qunix этот полимер не держит 100 градусов, от слова никак. Бабушку будете лохматить, которая никогда этот полимер в руках не держала.
Можно даже в 600 уложиться: знаю места, где фотополимер продают по 6000 рублей за 1 кг. Но это будет именно СЕБЕ-стоимость, поскольку продажная цена любого продукта состоит не только из стоимости материала.
Уокер писал(а):
Просто если немножко недосказать, то получается 700 руб.
О том и речь. И особенно сильное изумление возникает, если до этого уже выяснял цену 1 "кубика". Но именно ЦЕНУ (т.е. для других, на заказ), а не СЕБЕ-стоимость. Причём у этих ребят цена ещё сравнительно гуманная: в других местах и вдвое больше называли.
qunix
Я понимаю, что вы работаете в конторе, занимающейся объемной печатью. И, соответственно, пытаетесь разрекламировать этот способ изготовления форм. Но такие люди, как Муса Закореев ("Уокер"), уже сто собак сожрали на литье смол, и знают, что говорят. Лично же я никогда не стану использовать такие формы в производстве ввиду явных недостатков на фоне каких-то гипотетических якобы преимуществ, да еще с кучей ограничений для конечной отливки
Мне одному кажется, что тут есть некое расхождение?
qunix писал(а):
Себестоимость матрицы - 700 руб. (масса обеих половин около 100 г.)
qunix писал(а):
10 руб. за грамм + 100 руб/час ( 1 час работы принтера).
qunix писал(а):
И всё же, от куда у вас информация о
seva80 писал(а):
Так это СЕБЕ-стоимость. А ДРУГИМ-стоимость будет существенно выше. Во всяком случае мне в своё время Вы называли цифру с двумя нулями за 1 грамм.
Это не интересно окружающим. Возможно, мне просто не повезло: не в тот день обратился или не к тому человеку (если Вы не один этим занимаетесь). Вы лучше расшифруйте для публики пункт "100 руб/час работы принтера". Сколько мм толщины печатается за час и как в данном случае должна располагаться матрица: плашмя или вертикально - это ведь "две большие разницы". Тогда люди смогут сами хотя бы приблизительно подсчитать стоимость того, что хотели бы сделать.
К кому и где вы обратились? Мне очень интересно, правда. Пока вы немного юлите и это странно.
А что тут расшифровывать, вроде и так понятно. Сколько мм в час - зависит от геометрии модели, ориентации её на столе и толщины слоя.
Добавлено спустя 3 минуты 20 секунд:
Уокер писал(а):
seva80 истинная правда. Себестоимость матрицы 700 руб (+ цена принтера). Просто если немножко недосказать, то получается 700 руб.
За час получится вырастить эту деталь только плашмя. Иначе придется растить 100 микронными слоями. А это будет ужас-ужас.
qunix этот полимер не держит 100 градусов, от слова никак. Бабушку будете лохматить, которая никогда этот полимер в руках не держала.
Вот скачайте два видеоролика и бегом лохматить бабушку. Вопросы? Задавайте!
qunix
Я понимаю, что вы работаете в конторе, занимающейся объемной печатью. И, соответственно, пытаетесь разрекламировать этот способ изготовления форм. Но такие люди, как Муса Закореев ("Уокер"), уже сто собак сожрали на литье смол, и знают, что говорят. Лично же я никогда не стану использовать такие формы в производстве ввиду явных недостатков на фоне каких-то гипотетических якобы преимуществ, да еще с кучей ограничений для конечной отливки
Вы немного не поняли. Мы не рекламируем этот способ изготовления форм, а лишь делимся технологией, которая может кому-то и пригодится.
Возможно, пример не очень удачный, но что делали, то и показали. НИКОГО не принуждаем делать так.
Так это СЕБЕ-стоимость. А ДРУГИМ-стоимость будет существенно выше. Во всяком случае мне в своё время Вы называли цифру с двумя нулями за 1 грамм.
Это не интересно окружающим. Возможно, мне просто не повезло: не в тот день обратился или не к тому человеку (если Вы не один этим занимаетесь). Вы лучше расшифруйте для публики пункт "100 руб/час работы принтера". Сколько мм толщины печатается за час и как в данном случае должна располагаться матрица: плашмя или вертикально - это ведь "две большие разницы". Тогда люди смогут сами хотя бы приблизительно подсчитать стоимость того, что хотели бы сделать.
К кому и где вы обратились? Мне очень интересно, правда. Пока вы немного юлите и это странно.
Имени я не знаю: человек не представился. У меня даже возникло впечатление, что общался я с несколькими людьми, поскольку некоторые вопросы приходилось повторять в последующих письмах чтобы всё-таки получить ответ.
Я обратился по электронной почте, адрес которой взял из вот этого сообщения - http://scalemodels.ru/modules/forum/viewtopic_t_72479.html. Спросил о расценках применительно к конкретным 3D-моделям. Оказалось, что цены на печать очень сильно зависят от объёма заказа: чем больше деталей, тем дешевле каждая из них. В моём случае при самых оптимальных условиях цена ТОЛЬКО ПЕЧАТИ составила около 150 рублей/куб.см (в самом НЕоптимальном варианте - около 800).
А "юлю" я потому, что не хочу раскрывать свою личность. Какой смысл тогда пользоваться ником вместо настоящего имени и фотографии паспорта в качестве аватары?
qunix писал(а):
А что тут расшифровывать, вроде и так понятно. Сколько мм в час - зависит от геометрии модели, ориентации её на столе и толщины слоя.
Вообще-то скорость печати ("сколько мм в час") от ориентации модели на столе не зависит - как и любая другая скорость не зависит от длины пути. Вот от толщины слоя - напрямую. Так укажите эту самую скорость (либо сразу цену часа работы) для слоя в 25 микрон. А то я тут в одной рекламке читаю: "Максимальная скорость печати: 30мм/час" - вроде бы замечательно. Но максимальная скорость достигается при МАСКИМАЛЬНОЙ же толщине слоя, которая в том конкретном случае составляет 0.5 мм (500 микрон!!!). Т.е. если печатать с нормальным качеством, то реальная скорость окажется всего лишь 1,5-2 мм/час. Один час или 15-20 - это же совсем не одно и то же.
Вы немного не поняли. Мы не рекламируем этот способ изготовления форм, а лишь делимся технологией, которая может кому-то и пригодится.
Возможно, пример не очень удачный, но что делали, то и показали. НИКОГО не принуждаем делать так.
Спасибо, конечно, за деление технологией, если эти слова не лукавство. Отрицательный результат тоже результат, и для вашей организации тоже.
То, что эта технология для нормального практического применения никуда не годится, это факт. А насчет того, что вы никого не принуждаете, так любая реклама любого товара никого не принуждает, она лишь манипулирует сознанием и провоцирует по крайней мере на разовые расходы по потреблению этого товара
Вы лучше вот что скажите. У вас только печать, или еще что-то сделать можете, типа сканирования детали, правки и изменения отсканированной детали?
Вообще-то скорость печати ("сколько мм в час") от ориентации модели на столе не зависит - как и любая другая скорость не зависит от длины пути. Вот от толщины слоя - напрямую. Так укажите эту самую скорость (либо сразу цену часа работы) для слоя в 25 микрон. А то я тут в одной рекламке читаю: "Максимальная скорость печати: 30мм/час" - вроде бы замечательно. Но максимальная скорость достигается при МАСКИМАЛЬНОЙ же толщине слоя, которая в том конкретном случае составляет 0.5 мм (500 микрон!!!). Т.е. если печатать с нормальным качеством, то реальная скорость окажется всего лишь 1,5-2 мм/час. Один час или 15-20 - это же совсем не одно и то же.
Смотря какой принтер. Есть принтеры, которые засвечивают слой целиком (DLP), вот у них не зависит. У нас на развёртке построены принтеры. Поэтому, от ориентации зависит.
Добавлено спустя 42 секунды:
alex_x писал(а):
Вы лучше вот что скажите. У вас только печать, или еще что-то сделать можете, типа сканирования детали, правки и изменения отсканированной детали?
Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете голосовать в опросах Вы не можете вкладывать файлы Вы не можете скачивать файлы