� ���� �� ���� ��� ���������� �������� ��������� ��������� ������� �����, ������� � �����, �������� ����� �� ����� � ����������� ����� � �������� ��������. �������� �� ��������, ��� ��� ������ ���������, ���� ��������� ����� ����� ������� � ������� �����, � �� ��������� ����. ������, � ������� ��� ����� ����� �������� ����� � ����������� �����, ��� ������������ ���������� � ��� ������������� ������������ ����� �����.
����� � ����� � ����� �������� �������� ������ �� ����������������. ��� ���������, ��, ��������� ���������������� ��� ����� ��������� ��� �������� ����������, � ����� �������� ���� ������ «� ��������� ������������».
��������� ������
��������� ������ – ����������, ����������� ��� ��������� ������������ � ������ �������, �� ������� ��������� �������. ���� ������������ ����������� ����� ��� ���-��� ����� �������� ��� ���, �� ��� ����� ����� ������ ��������� � ������ �� ����. � ������ ������, �� ������� �� ����������� �������� ����� �������������� ������ �������� ���������. ������� �� ������ �����: � �������� ��������� �������� ��� ������ � �������� ������� ������������� � ������ ���������, ����� �������� ������ ��� ����������� � ��������. �� ������� �� ��� ������������� ���������� ����, ����������� �������� �� �� �����������. ���������� ���� ������������ ��� ������, ������������ ������� � ������� ��� �� ������� ����������� �����, �� ��������� � ��������. � ������ ������, ��� �������� ���������� � ������� ����� �����, ������� ���� � �����.
� �������, ������� ��������� ������ ����� ��������. � �������� ������ ����� ������������ ����� ���� ������ ������� ���������� �� ������������, � ���������� ������ ������� �� ���������� ����� �� ������� � ��������������� �������. �������, ������ ����� ���������� � ������������ �������� �����������. ��� ���� ����� �� ������ ��-�������� ������������ �� ��� ������� ���������, �������, �� ������������ � ���������������. � ����� ������ ���� ������ ���� ����������: �������� ����� ����� ������� � ����� ����� 72 ��, ��� ������ �� �����. ��� ��� ���� ���-�� ����� ����� ���������� � ���������������� ������� ������������ �������������� ������, ���������� ����������� – ����� � �������. � ������� ������ ������ ��� ������� �������� �������� � ������ –79 ���, �� ���� ����� 21% ����������� ������������. �������������, � ���� «��������» �������� � ���� ��� ������� � ������, ��� ��� ���������� ��������. ����� ����, ����� ����� ���������� � �������� ������� � ������������ ��������� � ��� �������� ���������� �� ��, ��� � ��� �������� ������� �����������. ��������������, ����� �������������� �� ����� ������� �������������� ������, �� �������� ������� ������� �� ����� ���������� ���������, ������ ����������� ���������� ������ ������.
����� ������� ������� – ��������� � ������ ����� �������� �� ������� ������ ������ � ��������� ��� �� ������ ����������� ������������� ��������� ������� (������������� � ������������). ����� � ����� ������ ���������� ����������. � ��������, �������� �����, �� ������� (������ �� �������� �������������) � �� ����� ������. ����� ��������� ������ ����� �������������� ����� ������������ ������� � ������� �����. ����� ���������� � ������� �������������� ��������������� � ���������� ��� ���������� ��������� ����, ����������� �������� � ���������� ������� �����, �������� ����� ���������� ������. ����� ����� ����� 1-2 ���������� �� �������� � ������, ������� ��������� ����� ���������� ��������� 6 ��� 8 �� ����������� � ������������ ������������� ������. ��� ����� ����� �������� ������������ ������ �� ������ (� �������������� ����������� ��� ����) � ��������� ��������������� ��������� (������������ ������). ��������� ��������� ������ ������ �� ������������ �����. �� ���� ����� �� �����, ����� ������� �������� ���������, ����� ��� ����� �������������� �� �������� � ������ ������, ����� �� �� �������. �� ����������, �� ���������� ������ �� ������� ������ ��� ������, � ��� �������� ��������� ��������� � ������ �����. ������ ������ � ������������ ������� �������� ����� ������������ � ������ ���������. ���������� ��������������� ���������. ������ ������: ������� ����� �������� �������, ���, ����� ����������� �������� ���������� ��� � ������, � �� �������� ������ ������.


��������� ������ ������� � �������.
������ �� ��������������� �������� ������� � ������� ���� �����������, �� ��� ������� �� ����� ��� �����������������. ��-������, �� ������ ����� ����������. �� ����������� ����������, ��� ������� ���� ��� ������ ��� ��������, �� ����. ��������� ��� – ����� ��� ���� ����� ��������, ��� ���� �������� �� �����, ����� � ������� � ������������ ����� ������� ������� � ������������. �� ����� ������� ���������. ������� ������ ��������� � ���, ����� �������������� ������� �����, ����������, ����� ���������� � ������� ������ �, ������ ����������� �����������, ���������� ��������� � ��� ����� ��������� �����, ��� ������ ���������� ��� �������� ������ � ����� �������� �����.

�� ����� ����������:
1. ������� ������
2. ������� ������� ��������
3. ���� «������»
4. ��������� ������
5. ���� «������»
6. ����������
7. ���������� �� ������������
�������� �������� ��������, �������� �������� (�� ������ �����������) �� ��������. � ����� ������, ��� �������������� ������ ���� ��������� ��������� ����� �������.
��������� ������

�� �������� ����� – ������� ������-������, ������ – �������, ���������� � �������������� ��������, �� ������ ����� – ����������. ���������� ����� ��������� ������-������ � ���������, ������ – ������� � ������������.

� ����� ����������� ����������� ���� ��� ��� ������. ��-������, �� ����� � ������� ������������ ��� ������-�������� �� ��������� ��������. ������������������ ���������������� ����������� ������ �� ���� ������������ ����� ��������� ��������� ���� � ������������ �����, � � ��������� ��� ����������. ��-������, ����������� ��������� ��� ������ ����������� �������� �������� � �������� ����� ���������, �������������� �� ������������� � ����� ������ ���������� ����� � ��������� ��������� �� ������. ������� ��������� ��������� ���� «������-������-������» ��������� ��� �� ����� ����� �������.
�������� �� Lego
�� ���� � �������� ������ ��� ���� �� ����, �� �������� �������� ��� ������� ����� �� �������� ������������ ��� ������� �����������. �������� ���������� ������� � � ����������� ������� �����������. ����������� ����� �� ��� �� ��������, ���� � ������������� � ����, ������� ��������������� ��������. �� �� ����� �������� �� ������� �����. ������� �� ������������ ����� ������� ������ ����������� ������������ ������� (�������, ��� ����������� ����� �������� ������ ����� �� 0,3 ����� ��������, ������� �������). �������, ����������� ������ ����� ������������ �����������, ������� � ��� �� �������� ���� ��� ��������������� ����. �������, ��������� � ����������� �������� ������� �����, �� �������� �.�. ��������, ������ �� ���������. ����� ��������� ��� ��� ������� � ������ ����, ��������� ���������� ��� ����������� �����. ��� �� �� ����� ������ �������� ������ ��� ���-�� �����? ����, ��� ����� � ������ ���������� ������ Lego ���������� �� 8 ��, � ������ «���������» ������ – 9,5 ��, �� ����� ����� ���������� ����� ������������ ��������.
������, ������, ��� ����� ������������� ������ Lego ����������� ���������� ���. ����� ������������ � �������� ������� �� ����� ����� ��� ������� ������. ������, �������� ���������� � ��������������, � ���� ����� ����������� �� � ���.
�� ������������ ������� Lego ��� ����������� �����:
- ��������� ������� � ��������� �������� �� 4 �� 10 ������� �� ����� �������. ��� ����� ��������� �����. ������� �������, ����� ��� � ������� ������� �������� ��� �� ����������, ��������� �� �������� � ����� ��� �� ����� �� �������. �� ���� �����.
- �������� � ������� ������� ������������ �������� 1×2 ������ ��� 2×2 ������. � ������� ���� �����. �� ��� �� ������� «���������». ��� ��� ����� � ����� �����, � ����� ����;
- �������� ����� ������� � ���� ������ � ������ �����. ������ ����� ������ � ��� ���� ������, ��� � ������� �� ��. 1-2. �� ���� � ������� ���� �����;
- ����� ����������� ������� ����� 2×2 ������ (������� ������), ������� ������� ����� (������� ������), ������ ����� ������� �������.

���������� ����� �������� ������ ���� �����, ����� ����� ������-������� � �� �������� ���������� ������� ������ ������ �� ������. �����, ��� ������ ������� ������ ���� ���� «����», ������� �� ������ ��������� � ��� ����-���, ������� �������� �������� ������� ��� ��� ���������� ��� ��������������.
� ���������� ����� ������� ���������� ���������� ������� �������� ������� ��������� � ������-������. ���� ����, ����� ��� ������ �� �������� � ��������.
���������� ������-������
����� ���� ������ � ������ �����: ����� ������� ����������� ��� ����� ������� ��������� ���������� �� ������ �� �������� �������, �������������, ������ ���� ������������ �������. ����� �� ������ �������� ������ �������� ������������� ��� �������� ���������. �� ������ ���������� ������� �� ����� ��������� ��� ������ � �������������� �� �����. ����, ��������� � �� ���� ���������� ���������� ������ – ��� �� ������ ������-������, ������� ����� ����� ������ ������������� � �����.
������ �� ������: �� ��� ��� ����� ���������? ������ �� �� ����� ������ � ������� �� ������� ���������. � ����� ������� ����� ��������� ������: ��� � ����� ������������ ����� ���������� �����? ����, ������-������ ������ ����� �����, ������� ������������ ����������� � ������. ����� �����, ���� ��� ����� ��������� � ��� ����������� ������-������, ������� �� ����� ����� ��������: ���� ��� ������� ������, �� � �������� ��� �����, ����������� ������� – � ��� �����, ������ – � ����� � �.�. ����, ���� ������ ����� �� ���� ������. �����, ����� ��, ����� ������� ����� �������� ������ � �����, ��� ������� ������� ����� ����� ���������. ����� �����, ���� ��� ����������� ���������. ������ �� ���� ��� �� ������������ ����� � ������ ����. ���� ����� – ������ ������, ��� ���������� ������� ������������ ���� �� �������. �� ������������ ������� �������� ����� ����� ������ ���������� ��������� ����� � �������, ����� ��������� ����� �� ��������� � �����.

������� ������� ����� Aires – ���� ����� MG 151. ���� ����� ��������, ����� ������������ ���������� ���������. ����� �� ������ – ���� �� �����, ��� ����������� ���������� ������� ������������ ������.
��������� ������: ��� �������� ������� ������� �� �����? ������� – �������� ��������� � ��������� ������� � ������ ������������ �����������. ������� �����, �� ���������� ������������, �������� ������������, � ������� ����������� ����� ���������� ���������. ��������, �������, ������������ �� ���� ����, ������ ����� ����� «�����» � ������� ����� ��� ������ ��������.

�� ������������ �������� ���� ����� ������ �, ����� ����, ��������� ����� ����� ��������� ������ �������, �� ������� �� �������. � ����� ������� ���������� ����� ���������� ������������ ����� ��������� ���, ����� ����������� ������-������. � ���������, �� �������� ��������, ��������, ����� ����� � ������ ��������, �� ���� � �� ����� ����������� �� ������������ ������ � ��������������. ��������� �������� ������� �������� � ������, ���� ������-������ ����� �������� ���������.
����� ������������ ������-������ �� ������� ��������� �������. ���� �� ������ ���� �������, ������������ � ������� �������, �� � ��� ����� ������������ ������ � �������������� ��������. ������ �������������� ���� �� �������, ������� �������� ������. ����� ������������ ��� ����� � ������� ��� ������������� ��������. ����������, ���� ������ ����� ����������, ���������� � �������, �� ��������� �������� �� ������ ������������ ����� ����� ��������� ���. ��� �������� ���� ������� ��� ������� ������ ���������, ���� ����������� � ��� ���� ������ � ���������� ��������� ��� ������ �������. �����, �������, ���������� ��������� � �������� �� �� ��� ��������, � �� �� ������.

������������� �������� ��� ����� ������� ������� �����. ������� ��������� – ��������, ������������� ����������� ��� ���������� ������� �� ����� ������ ���������� �����. ������� ������� – ��������� ������� �� ������ ������� ���������. ������� – �������� ����� �� ���� ��� ������� �������� �������� �� ���������� �����. ����� ������� – ��������� ������� �� ������ ��������� �������. ������� – �������������� �������� ��� ������ ������� (������� ���������). ��������� �������� ����������� ��������, ������� ����� ����� ������ � ������� ����� �������.
����������� ���� ���������� ����� ��������, ��������� ���������� ������������ ������ �� ��� ������� �������. ��������, � ����� ���� ����� �����������, � �������������� �������������� �������� �������� ������ � �������� ��������. �� ������ ���� �� �� ��������� �������� �������, � � ����������� ���, ������� ��������� �� �������.
�������, ������-������ ������ ��������������� ������ ������. �������, � ���� ��������������, � ���� ����� ����������� �������� ����� � ���������� �������, ����� �� ���� ����� ������� ��� �����, ������� ����� �������� ��������. ����� �������� ���� ������, �� ������������� ��������� ������ � �������� �� ����������, ����� ������� ����������, �� ����������� ������. ����� ��� ���������� ��������� ���������. �� ���� �����������, ��� ����� ������ ���� �� ����� ����� ������ ���������� ������� ����� �������, ����� ������. ����� �� ������� ��������� ��� ���� �������� ������, ��������. ��������� �� ���������� ���������� ������� �������, ������ ��� ��� ������. ��� ������� ������� ��� ����� ������� �� ������� Lego, ������ ������ ��������� � ������� ����������. ��� ���� ���� ��������: ���� ���� ���� ������ ����� ������� ������� �����������, �� ������ ������ ����� � ��������� � ���������� (� ��� ����� ����� ��������� ������ ������������� �������). ������? ������, ��� �������� ������� ����� ����� �������� � �������� ���� ������ ���������, ������� ������� ���� ������� ����������� ���� ����� ������� ����� �������. ��� ��� ������� ����� �������� �� �������� ��� ������� �������� 1-2 �� ��������� ���� �������� �������, ��� ������� ����������� � ������� �� ����� �������� � �����������. ������ �� �������� � ��� ����� �������, ������������ ����� ������� � ������������ ����. ������� ����� ����� ����� ����� ���������.

������� � ��������. ��������� ������� �������, ���������, ����������� ������� – �������.
���� ������-������ ����� �������� ����������� ������ ��������� ����������� (��� � ������������������� �������), �� ��������� ����� ������ �����, ����� ������� ������ ������� ����� ����� ���������. ��� ������� ����� ������ � ������� ������� ����� ����� ������������� �������, ����������� �� �� �����������

������� ����� Aires – ������ ��� ����� MG 151. ������� � ����� �������� �� �� ������� ��� ���������������.
�������� ��� ��� ����������� �� ���������� �������.
��������� ������� ����� ������� � �������� 1/72: ������ ������������� ����������� «�������» P-51D �� Airfix. ������, ��-�����, ����� ����� ���������� � �������� ��������� ������� �������, ����, ����������, ������������ ������������ � ������ ���������������� ������ �������. ��� ������ ����� ����� ������ �� ������ �������� � ����� ������ ������� ��� ������� ������� «�� �������� �������� �������� ������». ��� ��� ��� ��� ��������� �� � ��������� ������������ �������, � � ������ ������ �������� �����. ����, ���������� ����, ���������� ��� ��������� �������, �� ������� ���: ������ ����� ����� � ��������. ���� �� ��������� ������ � ����� � ��������� «���� �� ����� � ��������� ������», �� �������� �� ����� ���� ��� �� �������� �����, � ��� ��� ������ �������� ������ ��������, ����� ������� ��������� �� ������� � ����� ������ �������, ������ «��������» ���� �������� �����. � ������, ���� �������� �� �����, ����� ����� ������������ ���� � ��� �������������. ���� �� ��������� ������ � ���������� ����, �� ���� � ������ ������ �� ����� ��� �������, � �� ������ ����������� ������ ������� ����� ������� �� ��������. ���� ��� ������� ����� �������, �������� �� �����������, ���������� � ���� ������, �� ���� �� ������� ����� ����������. ���, ����� ����, � ����� ���������. ����� � ������ ��������� ���� ����� ������� �, ����� �� ���������� ����� � ������ �������� �����, ��� ����������� � ��������� �������. ����� �������� �����, ��������� �������� ������� �����. ������ ������ � ��� ����� � ������� ������������ ���� «���� �� ����» � ������ �� ��� ����� ����� ��������� �����.

������-������ �� ���������� ����������� � ������� �����. ���� ������� ��� �� ��������� ��������.
��� ����, ����� ������ ������� � ������� ��� ������� �� ���� ������ Lego, �� ��� ���������� ����������� ����� �������� ��� ����.
������ �����
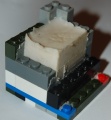
���� ������������ �������, ����� ��� ��� ����� ����� ��������� ����� 22 �� (��3). � ��������� «Silicon SK-760», ������������ ������ «�����». �� ��� ������ �������� ����� ��������: �������� �������� � ���������� ���������, ������ ������� � �������� �������� ����� ������. ��������� ������� ����� �� ����� ������, �������� �� �����. �� ����������� ���������� ����� ������������� ����� ����������. ����������� �������� – 1 �� (�������� 780 ��), �� � ��������� �� ������ ��� �� ������� �� ������ ��������������� ���������. �������������� �������������� ���� �������� – 6 �������, �� ���������� �� ����� ������ ��� ��������� �������� � ������ �����. �� �� ����� ������ �������� ������� ������ ������� �� �����.
����� � ���������� «Silicon SK-766», �������, ��� ��������� ������ ������������ �������� ���������� ������������� � ������� ������������ � ��������� ������ ������� �� ������ �������. �� ����� ��������-������� ����.
������������� ������������ ��������� � �������� 1,5 – 2,5 ������� �������� ������������, ������� � ������ ������������ ���� ���� ���, ��� ������� ����� �� �������. ��� �������� ��������, ����� ��������� ���� ����������� ����� ����� ����� �������, � ������ ��� �����������. � �������� ����������� �� ������� 0,7 – 0,85 ��������� ��������. �� ��� ������, �������� � ��������� ���������� ������� �������, ����� �������� ����������� �������: �������� – ������-, ������������- ��� �������������������, � ��� ������������, ��� �������, ������� ������������.
������, �������� ����� ������ ��������, � ������������ ������� �����, ��������� �� �� � ��� ������. ���������� ������� ����� ����� ������� ������, ����� ������� ��������� ���� ����������� ��������, � � ��� ���������� ������� � ��������������. � ����, ��� ��������������� ����������, ������ ����� ����� 20 �����, � ��� ������ ��������������� ����� ����� �������� �������� ����� 6 �����. ������ ������ ������� ����� ���-�� ����� 12.
����, ������� �������� ������ ���������� ���������. �������� ������, � ������ �������� ����� ������ ����� ������, � ������ �������� �� ����� � ��������. ����� ������� ��� � ������� ����� �������� ��������� ������������ ������. �������, ����� �� ������ �������� ��������� ���������� ��������� � ��������� �������. ��� ������� ������ ���������, ����� ������������ ��. � �������� ������� � ����������� ����������� ����������� ������� �� 100 ��.
�� 22 ������ �������� ��� ����������� ����� 180 ��� ������������, �� ���� 18 ������� �� 100 �� ����� ������������ ������. ������ �����������, ������ ������ ��� �������� ������ ������������, ��� ��� �� ��������� �������� ����� �� 40 �������.
���������� �������� (� ���������� ���������) �� �������� ��� ������ ������������ � ������� �����, � ��������� ���������� (��� ����� ������� – �� �����), ����������� ��� ����. ������������ ����� ������� ����� � ����, ��� � ����� ����� ������� ��� �������� ������������, � � ������ ��� ���� � �� ����� ������������. ������� ����� ����� ��������� ��������, � ��������� � ��������� ������ � ��� ����������. ������� ��� ���������� ������, �� ��������� ������� ����� � ��� ��� ����� ���, ��� ��� � �������� ������� ������� �� ���� ����� �������� ���������. ��, � ������-������ � ��������� ������ ��� ���� «��� ������», ����� ����� ������� �� ��������.
������, ��� ������� ���������� ������������ ���� ����� �������� �� ���� �����. ��� ���� ����������� ����� ����� ��������.
����, �������, ������������� ������. �������� �� �������� ������ �������� ����-������ � ������. ����� �������� ����, ����� �����-�� ����� � ������ ��� �������� �������� ������, ���������� �������� �������. ������ ������ ������������� ���������� ����� �����. ��������, ���� � ������ ���� ����������, �� ���� � ���� ������ ��������, �� ���������, ����� �� ���������� ����� ����. ��� ����� ������� ����� ������� ������� �������� �� ������ ���������� � �����-������ �������� «������» ��� ������� � ��������.

�������� �� � ������-������, ���������� ������. ���� ��� ������� ���������, ������� ��� �� ������� ������� ����� � ������ ����������. ��������� ����������� ������� �������� ������ ������� ���������� ��������� ������� � ����������� �������������� ������ �� �����������. ���� �� ������� ��� ������������ ������ ��������� ��������, �������� �� �����, � �� ��� ��������� �������� �� ������������ ����� – ���� �����, ������� ����� ������������. ����� ������ ����� ������. ��������� ����� �� ��� �� �������, ��, ��� ��������� �������, ��� ���-���� ����� ������. � ���� �� ������ �������������� ������� ��������� ��� ��������, �� ����� ���������� ������� ���.

�� ���� ����� ���������� ������. ����� �������� ��������, ��������� ������� «����� �� �������».
��� � ��� �����, ��������� ����� � ����� ��������� � ��������� �������, �� ���������� �� �������. �� ������ �������������� ������ ������� ������� ��� ������ ��������� ���������. �� ����� ������� ������� �����������, ����� ��������� ������� ������� �� �������� ���������� ������ �������� ����� ��� ��������, ������ ������� – �� ��������. ��� ������, ��� ���, ��� ����� ���� �������� �� �����, ��� ��������, � ���� ���������-������� �� ����������� ���������� ����. ������ ������� �������� – �������� ������ ������� ����������� ���������� ������������ �����, ��� ����� �� ��������� � ������, �����������������, ��� ���-�� �������� ��� ���.


�� ������ ���� �� ����� ������� ����������� ���������� ����, �� ������ – �� �� � �������.
����� ����� – ������������������, � ��� ��� �� ������� �������� �������, ������� ����������� – ������ � ������� ������. ������� ����� ���������� ��� ��������, �� ������� ����������� ����������, ��������� ��������� ���� � � �����. � ������� ������ ������ ������ ��� ���� ��������� ������, �� ���� ������ ��������� ������� �� �������. �������, � ���� ������ ���� ������� �������� ������ ������������ �������. ������� � ���, ��� ����� ���������� ������� ������������ ������ � �� ������������ ��������� ��������� ���������. � ������������ ����� ����� �� ������ ��.

��� ����� ��-�� �� �������� ������� �� ����������� � ������-������ � ��������� �� ������������ ������. � ����� �������� ����� ������ ��������� ������ ��������� � ��������� �������. � ���������, � ������ ����� �����, � ������ �������� – ������. ��� �� �����, �������� ������� ����������� ������ ����������. ����� ������� �����, ���� ������� ��������� ���������� �������� � ��, ������ �����, ������� ������-������. ����� ������������� ����� ���� ��� ����� �������� ����� �����.
����� ��-�� ������� ����� ������, ����� ���������� ���� ��������� �� ��� �����. �� ���� – ������ ��������. ����� ������� ��������� ������� ���������, ����� ������� ������. ����� ����� �� �������� ����� ����, ����� ����� �������� ������������ ������� �������.
������ ����� �������� ����� �� ��������� �����, ����� ���� �������� ����� ����� ��������� � ����������� ��������� ���� ��������.

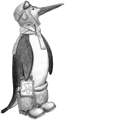
�������� ������� ������-������. ��� ������, ��������������� ��������� ������� ������ ������, ��������� ������ ����� ���� � ��������. ������ �������� ���������, �����, ���������� ������� ������ � ������� � ���������� �� ���, ����������� ������. ��� ������������� ������ �������� �����. ���� ������-������ ���������� ������, ����� �������� �� �������� � ��������. ������, �������� ������� ������������� ������ �� ��������.

� �������…
��� ���������������� ������ ���������, ����� ������, ���� ���������� � ���������� �����. ������, ��� �������� ����������� ����� ������� �����, ��� ������ � ��� ����������� �������. ������� ��������� – ��� �� �� ������ � �������������� �������� �������, ������� ������ �� ������ ����������� �� ��������� �����, � ���� � ���������, �� �� ��������, ����������� ������ ����� � ������� ����� �������. ��������� ������� ������� ���� �����, � ������ �����.
� �������� ������ �������� ����� � ��������� ������ ������ ����� ���. ������ ��������� � ��������������� �� ����������� ����������� – ������� ����� ����� � ���������� ��������� ����������� (���������� 1:10). ������, ������ ��������� �������� ������� ������� �������� ����� 1% �����������. �������� �� � �������������� ������������, ��������, ��� ������� ����� ������� ������ � ������ ������� 2 �� �����. ��������������, �������� ����������� ����� ������������ ����� ��������� ���������� ����������� ��������. ������…
����������, �� ���������� ��������� ��������� ����������� ���� ������, �� �� �� ������� ���. ���������� ����� �������������� ��������� ��������������� ��������. ������ �����, ������� ��������� �����������. � ����� ��� �� 2/10 �� ������ ���������. ������ �������� ��������� �������������, � ����� �������� �� ������������ �� ��������. � ��� � ������� «������ �����», � � ���������� ����������� �������� ���������, ����� ��� ��������� ���������� ����� ��� ���������. �������, �����, ��������� �� ���������.
������ � ����� �����������. �� �� ������ ������� «�������» �������������� �����, �� � ������������ ������� ���������� ����� � �������� ������ �������. ��� ����� ����� ��������� �������� ������� ������� ������, ��� ������, ��� �����. ����������, ����� �� �� ��� ������� ��������� � �����. ��� ����������� ������ ���� ����������� ������, ����� ������� ����� ������ ������ ������������. �������� ���� (��������� ��� ������ ��������� �����) �� ��������. � ����� � ������������ �������� ����� «���� ���������������» � �������� ��� �������� ½ ������ ���������. � ����� ����������� ��, �� ���� �����������, �� ������ �� ��������� �����. ��� ����� �� ������ � ����� �����, � ���������� �� ��� ����������� � �����������, �� �������� ����������� ������. ������� � ����� ����������� �������� �������� ���� � ������� �������, �� ������� ������ �������� ������ �������.
�����, � �� ���������� ����������� ��������� ������ ������� ��������� �����. ������� ��������� �� ����� �������� ��������� � ����, ��� ��� ������������ ������ ������� ������. ����� ����� �����, �� ����, ������������ �� ����, ��� �� ��� �������� ��� ��������.

������� ���� �� ��������� ����������� ����� ��-22. ������� ������������ ��� �� ����, ��� �������� ������ ���������. ������� ����������� ������ ������������ ���������� ��� �� ���������� �������, ��� ������� �� ��� ����� �� ������.

� ���� ������, ��� ����� ��������� �����, � ���������, ��� ��� ���� ���� ��������� �������� ������������ �646. ��� ��������� �� 20 �� 40% �� ������ ��������� (��� �����������). ����� ��, ��������� ������������ ��� ��� �������� ������ ������ ���������. ��������� ������ ���������� ��������� ������ ��� ���� ����.
����� � �������� ������������ � ����������� � ����� �����������. �� ��������� ����� ����� �������, ������� � �������� �����. ������� ���������� ������������ ������ � ������, ��������� ��� ��������, ����� �������� �����, �� ��� ���� ���� ����� ������, ��� ������ �����, ������ ����������, �� �� �������� ���������. �� ��������� ���������� �����, � ����� � �������������� �����, ��� �������� ����������� �����������. � �����, ���� ����� ������� ������������� � ��������������� ���������, �� ��� ��� � ���������. ��� ��� ��������� �� ������ � ����� ������� �� ��������� ����������. ���� �� ����� �������� ������� ����������, ���������� �������� � ��������� ��� ��������� �������, ��� ����� ����� ������, � ���� ��� �� ��������� ��������� ������, ��������� � ������������, �� �� ����. � ����� ������, ����� ������ ���� �� �����, ��� �����-������.


������ ������� � ������������. �����, ��� � ������� �����, ��� ������ �����-����� �������, ������ ������������ ����. �� ���� ����������, ���� ���� �������� �, �������, ������� ��������.
��� ������ ����� ��������� �����������.
���� ��������� ������������ �����, �� ����� �������� ����������� ��� ������� ������������� �� � ��� ������ ����� ���������� � ����� �������������� ��������. �����, ���� ���� �������� � ��������� ������� ������, � ���������� ����� ����� ������� ��������: ��������� ����������, ���������� ������� ��� ������� ��������� �� ������. �������, ����� ������ ��������� ��� ������� ����� ����� � ���-�� ����� ������ ����������. ���� �����������, ����� ����� ����� ������ ���. � ������ (�� ������ ��������� ������) ������ ���� ����� �������� �������� ������� ������� 646-�� ������������, ���� ���������� ���, � �������� ����� ��� ������.
���� ���� ��������������, � ��������, ����� ��� ���� �����.
���� � ������� �������� � ������ ������, �������� ������� ��-�� �� �������� ����������� �������� � ����� �� �������� ��������, �� � ��������, �������� �������������� ���� ������. ����� � ���� ���������� ����� �������������, ��������� �������� ����� �������, �� �� ��������, � ������������ � ������� �����, ������� ������ �����, ������� ���� ������ �� ������ �������. ������, ��� ������� � ���, ��� �� ������� ����� ����� ������������ ���������� ��������� ��� ��������.

����� ������ ����� ���� ������� ������������, �� ���������� ����, ��� ������� � ��������� ��������� ����� ��������� ��� �� � �����, � � ������������, �������� �������� ��������, �������������� � �������� ��� ������� ������. ��������� ������������ ����� �����, � ������� ����� ����� �� � ���������� ����������� �� ���������, � ��������� ��������� �������� ������ ��� �� �������, ��� ����� �� ���� �� ������.
������� ��� �������� ����� ���� ��� �������� ������: ������������� ������� ������ �������� � ������������ ��������� �� �����������, �����������, ������ ��������, ����� �� �������� ������������ ��� ����… � ��������� ����� �� ��������� �������� ������ �� ������� ���� � �������� �� ��������� ����: ������ ��������� �������� ����������� � ����������� � �������� ���� �� ������ ��� �������� ��������. ���� ���-�� ����������. �������������� ��������� �������������� ���� ��� ���������� �� ����������� ������: ��������� ��� ����-������� ������, ���������� �� ��������� �����. ����� ���, � ����������� ����� ������������ ������� ������������� ������������, ��� �������� �� ���������� ����������.
����� ����������� ��������� ����� �������, ��� ��� ����������� ��� ���������� ���������� �������� ��� ���������. �������� �����������. ��������� ����� �� �����-������, ����� � ������ ����� � �������� ��������� �������� ������� �� ����� �����. �� ���� �����������, ��� ������ ������ ������� � ��������� ������� ������������ �������, ��� ������ � �������. ���� ������-������ ����� ���������� �����, �� � ����� ������� ����� �� ����������� ����.
��� ���, ������, ���? ��� ������. ���:

�� ���������� �������� 42 ����� ����� �������, �������� ��� �� ������ ���������. ���, � �������, �� �������������, �� ��� ���� �� ����� ���������, ������� ����� ��� ������� ������. ������, ��� ����� ���� ���� �������. ��������, �������� ������������. � ������ ����� ������, ��� � ���� �����������, ������� �����, �� �� ������ � ��� ����� �������.

�� ����������� ��������� ������� ����� ���� �������������� �����, ������������ ��� �����������. ��� ��������� ��-�� ����, ��� ������� ���� ���������� � ������������� � ���� ������� ������, ����������� ����. ��� � ������� ����� ��� ����� ����������. ��� �����, ���� ������������ �� ������ � ����� ������ ���������, �� ��, ��� ����� � �������������.
������� ����� ���������� � �������.

�������� �������: ������ ��������� 100-� ���������� 332-� (����������) �������������� ������ �������� ��������� (��� ��� ������ ��� ���������� ������� �������������), ��� ������-������ � �����, � ������� �� �������� �� ����. �� ������ ����� – ������ ��������� �������, ������������� ��-�� ����, ��� � ������ ����� �������� �������� �������.
������� ����� ������ �� ������, ��� ��� ������ ���� � ������� �����������. �������� ������ ������������� ����� ���������������� ����� ��������� ������.
���������
Pinterest
��� ���
�������������

















































 musikaze � 14.07.2013 - 03:44
musikaze � 14.07.2013 - 03:44 vesnushki � 14.07.2013 - 11:10
vesnushki � 14.07.2013 - 11:10 ReservoirDog � 14.07.2013 - 11:16
ReservoirDog � 14.07.2013 - 11:16 OSREX � 14.07.2013 - 11:36
OSREX � 14.07.2013 - 11:36 sergeyPT � 14.07.2013 - 13:54
sergeyPT � 14.07.2013 - 13:54 ����� � 15.07.2013 - 19:33
����� � 15.07.2013 - 19:33


�� ���� ����� �������, �� ����� � ��� �����.
����� ��� "��������" ���������� � ������� ������ ������� ������.
����� ��� "����� ��� ���������"
� ����� �� ����. ��������������, �������, ��� �� 4 ���. ��������� ���������� �� ������������ ���� ��� �����. ���� � ������, �� �� 4 ��������� ���� ��������. �������� � ���, ��� ����� ��� ��������� ������� ��������, �� �� �������� �� �� �������, ��� ��� � ��������. � ������, ���� ����� ������ - ��������. ������� �� ��� � �����������.