����� ������ ������ ���������� ��� ������ ��������?
������������ ���������� ������ � ������ ���������� ������ � ������ �������� ������ ��������� ���� � ���������� ���������� ������� ������ - ���� ������ ������ ����������� ��� ������ ��������� ������ ����������� - ��� ���� ����� ������, �� ��� ��������������� ������ ������� (��� � ������� � ��������� ��� ����� - ������, �� ��� ��������������� ������ �����������). ������� �������������� ���������� ����� ����� ������ ���������� ������� ������ ������, ������� ������ ��������� ������ ������������ ����� ��� ���������� ������ ������� ������ ������ - ������� � ���� �� ����� ��� � ����� ����� ����� ������ ������.
� ��������� �������, ����������� �������� ��������������, � �������� ��������������� ���������� ��� ���� ������������ ������� ������ � ������ ������ ����������, ������� ����� ���������� � �� ���������� �� ��������������� �������������. ������, ��-������, ������� ������ ���������� ������������ �� �� ���� �������, ��������� � �������, � ��-������, ������ ������ ������������ ��� ������ � "�����������" �������� ��� ��������������� ������ - � ���� ������ ������������ �� ����������� ���������� ������� ������ ���������� � ������ ������ �� ����������.
��� �������, ��������� ������ �������� �������� ������� ����������. ��� �������� ��������� ���������� ������ ������ ��� ��� ����� �� �������� ���������� ������. ������� ����� ������� ������ �������� �����, ��������� �� ������� ������ ��� ������ ��������� �������� (�����, ��� � ��������� ����������� Bf.109), ������ ������� ��� �����, � �������� �� �� ���� ����������:

������ ���� ������ ��� ��� ����� ���������� ������������� ������� �������� (���, ��������, �������� ������ ������������� ����������� P-51D), ���������� �������������� ������ �� ������� ������ ��� �� �������: �������� ������� � ����� ������� �������� ������ ����� ������� ��� ��� � ��������� ��� ���������� � ������������ �������� �����:

���� ��� ����������� ��� ������� ����������� � ������ ������� ������ � ���� ����������� � ������ �������� ���������� ��� ��������� �� ������� ���������� ������ �� ��������� �������� �������� ������, �������� ������� ��� ������ - ��� � ������ � ��������.
����� "�������� �����������"
������������ ���������� � ��������� � �������� �������� ������ ������������ ����������� ������ �� ���������� ������ ����������� � ���������� ������ �� ������������� ���������, ��� ������� ������ ����� ������ �����, �� ��� �������� ������� (�� ���� �� ��������) � ����� � �������� �� ������ �����. ��� �������� ������ ������ ����� ������������ ������� ������������� �� ������-���� ��������� ������� - "��������", ������� ������ ����� ������. ��� ���� ���������� ��� ������� �������� ������ ������ �����:
������ ������ �����������, �� ������� ������� ��������� ������, ���������� ������� ������������ ��������, �� ������� ������� ������� ���������. ��������������� "����������" ������� ����������� � ���, ��� �� ��������� �������� ���������� ������� ������� ����� ����� ����� (�����, �������, ���������), � ��� ����� � � ������������, �� ������� ���������� ������ ����� ������ "���������" �����������, ������� ������� ������������ � ������ �������.
������ ������ �� ��� ����������� - �� �� ��������� ��������� ���������� ������ ����� � ������������, ��� ��� �� ���������� ���������� ������� (������) � ��� ����������� "�������" ���������� ������ � ���������� ��������. ���� � ���� ������, ����� ������� � ���, ��� �������, �������� ����� ��������� ���������� ������, ������������ ���������� ���������� ������� ���, ����� ������ ������ �������� � �������� �� ���� �����������. �������� ������ ��������� ����� ��������. ��� ���� �� ��������� ��������� ������ ��� �����-���� ���� ��������, ������� ��������� ������ � �������� � �������� ��������� - ������ �������� ������� ������������� �� ���� ������������ ���������. ����� �������� ������ ��� �������� ���� � �������������� ��� ����������� �������� ��������� - ������ ������, �� ����������� ������ ��������, �� ����������� ���������� - �� ������� �������� ������������� �������� ������������ � ���� ������������.
���� ����� � ����� ��������� � � ���� ������ ��������� �������� �������� ������������ ������ ������� "�������� �����������" ���, ��� � ��� ��������.
����, � ����� ������ � � ��� ��� ��������� �������� ������. ������ ��� ������ � �������� 1:32 ��� 1:33, ������ ����� ������ "��������" ������� - �� 1 �� � ������ ��������� (����� "������" - ��� ������ ��������� ���� � ����� ������� ���, �� � ��� �� ���� 1 �� � ���� ���������, ������ �� "�������"). ������������������ ���� �������� ������:
- ���������� ������� ("��������"),
- ��������� ���������� ���������� ������,
- ����������� ������� � ������ � �����������,
- ��������� ������ �� ������������� ��������� � �������� �� �������,
- ���� ������ ������, �� ������ �� � ��������, ����� �������� �������������� ������ �� �������� � �������� ��.
������������� ����� ������� ������ � ����� �������, ������� ����� �������� ��������� � ��������� ��������, ����� ������������� ������� � ������������ ������ �� ������.
������������ ��������
������ ����� � ������ ���������, �� ������� ���� ������������� �������:
- ������� ������� ������ �������� ����� 1 �� ��� ������������ �������, ���� ��� ��� ���������� � ��������� � ������ ��������� �������� 0.5...1 �� ��� ����������� �������,
- ���� (��������) ��� ��������������� ���������� �������,
- ��������� ��� ��������� ������ ��������� ��� "�������" ��������� ��������,
- ����������� ����� ��� ������������� ������� ��������.

����� ������� ������� � ���� ������ - ����������� �����; ���� � ����, ��� ��� ����� �������� ��� �� ��� ��� �����-���� ��������� ���������� ����� - ����� ����� ��� ����, ����� �������� ������ ����������� ������� ����������� ��������, ������� �������� ����� ���������� ������. ����� �� ���� ������� ��� - ����� ������������ �� ����� ������������, ��� �������, �� �� ������� �������� ��� � ����������� - ��� �� ������ ������; ����� ������ ����� � ����������. ��������� � ���� ���� �� ���� ������� �������� ����.
�������� ������� �������� � ����� �� ��������� �������� ���������, �������� ����� � ������ ����� ��������� �������� ������ �� ������ � ����������� � ���� ������ (��������). � �������� �������, ��� ��� �������� ��� ��������, ��������� ��� ������� P-51 (A.Halinski, Military Model 5/2005, 1:33) � ��-3 (GremirModels, 1:32):


������� ���������� ������� �����: ����������� ���������� ������, ���������� ���������� �����; ���������� ������� �� ����� ������; ������������� ���������� ������� �� ����������� ��������. �������� �������� ��������� ������� ������ (� ������ ��������� ������ �������� 0.1 ��) - �� ���� ������� ������� � �������� "������" �� ������� ������, ����� � ���������� ���������� ������ ���� ����� �� ������� �����������, ������� ����������.
��� ������� �������, ������� ��� �������� ������ ������. ������ ��������� ��������� ������ �������� �������� ������� ��� ������ �������� - �������� ����� ������� ������ Fw.190D ������������ GPM:

������������ ������� �������� �� ���� ��������� �� ���������� ����� - ���� � ������ ������ � �� ������� ���� �������������� ���������� �������� �� ����� ������.
���������� �� ������� ������ � ��������, ��������� ����� ���� ������� ��������� � �������� �������� (��� ������������ �� ���� ����� ������������). ������ ������� ��������� � ��������� ������� �������� - ��� ���������� ��� ����, ����� ������������, �������� �������� ����, ����� ���� ������� ������������. ������������ ������ ��������� ���������� (������������) ��� - ��� �������� ��� ��������� �������������.

����� ������ �����, � ������� ���� � �������� ������ - � ��������� ��������:

������ ���� �� ������� - �� ������������ ������, ������� ����� ����� �������� �������� � ���, ����� ���� ������ ����������. ��������� �������� ���������� �� ����� - ��� ������ ����� �������� �����. ����������� ������ ������ ����������� � ������ ����� �� ������� ��������� - ��������� ��� ����� ������� �� ����, ��� ������� � ������ �������� ���� �������� � ��������� "�����" ���. ������ ��� ��������� ����������� ������� �������� ������� �������� �� ��������� �����.
�������� ��������� � ��������� �������� ������ ����������� - �� ��������� ������ �������. ����� ��������� ����� ������ �����������:

����� ��������� ������� ������ �����, � �������� �� ������ ����� ���������, ����� ���� � ��������� ��������� ������� ������� ����������� �� ��������� ������������� �����. ����� �������� ��������� ����������� ������ ������������ ������ � ������ ����� ������ ��������� ������� ("��������"). ������� �����:

������ ������������ ������ ����� ������������ ����� ������ ���������� ���, � ��������� ��������� ����� ������. ����� ����� ������ ���� ������� ��������� ����� ���. �� ���� ������� ������� ������ ��������� ����� � ������������� � ������������� ���������. ��� �����: ����������� ���������� ����������� ��������� "������������" �� ������� ������ �� ����� ������ �����.
����� ���������� ������
��� ������������ ������ � ��������� ������������� ������, �� ������� � ���� ����� �������� ��������� ����� - ����������� �������, ������� ���� �������� � ��� �����. ������ ���� ���������� ������ (����������, ������) ��� ���� ���� �� �������. ��������� ��� ������������ ������ ������ ������ ����� ��������� ��������:
- ���� ��������� ����������, �� ����� ����������� � �������,
- ��� ��������� ����������� ��� ����� ����� ���������� ���������� �� �������� � ������ ��������� ��� ���������;
- ����� ������� �������� 0.1 ��.
������ ���������� ��������; ������ �� ���������� ����� ������, ��� � ���������� ������ ��� ������� ���������, ��� �������������� ����������� ������ ����� ������ ���������. ���� ������ ������ ��������� �� ������������� ��������� � �������������, � ��� ������ ��������.
������ � ����� ��������� - ��� ������ �� �����-������ ��������. ����� ������ ������ ������������� ������� ������� - ��� ��������� ����������� ��� ������������ ���������� � ��� ��������� "���������" ������ �� ������������ (��� ����������� ���, ��� � ����������� ������� ��� �������, ���������� �� ��������� ��� �����������������).
���� � ������ ��������: ��������� ��������, ������� ���� �� ����� � �� ����������, �������� ������. ������ � ��������� ������ �� �������� ������ "��������" - ������� � ����� ���������, � ������� ������� ���� "������" � ��������� � ��� �������, ������������� ��������� � ��������, ������� ������ �� ���� ������� �������� �� ����� � ������� � ������ �������� ����� � ���������:

��� ������ ����� ����� ��� ��� ������ ������� - ���� ����� 0.1 ��.
������, ���� � ������ ����������� ����� ������� ����, � ������� ����� ����� ������� ���������� ������. ������, ��������, ��� � ���� ����� �������� ������� ����, ��� � ����� ������, �������� ������� � ��������� �� ���� ������.
���� ��������� ���������� �������� �� �������, �� ����� �� "���������", ��������� �������� ��� ������� ���������:



���������� �������� ������ ������ ������� ��� ����� ������� �����, ������ ��� ��� ���� ������� �� �����-�� ������ �� �������� ����� ���������� - ��� ��� ���������� ���� �������� ���������� ����������. ��� ������������� �������� ������������� ������ - ��������� �� �����, � ������� ��� ���� ������ (���� �����, ��� � � ������ ������ - ����� �������� �����) - ����� � ���������� �������� � ����� � ������������ ��������� ��� "����������" ������ �� ������ � ���� �� ������� ������).
������ ������� ������� "����������" ������ �� ������� ������� � ���������� ������� - � �������� "����������" ��� ����� ���������.
������ ������� - ������, ������������ ��� ����������� �����:

����� ������ ������ ����� � ���������� ��������� �, ������, ������� ��� ���������� (���� ��� �� ����������� �� ������������). ����� ����, ��� ������ � ���� �������� � �� ����� ����������� ����� ������ ������ 0.2 �� - � ��� ���������. � �����, ������ ������ 0.2 �� ������ �������� - �� ��� ������� �������, ��� ��� ������� ���� ��� �������� ��������� ("�������"). ����, ��������, ���-�� ���� � ����������� ������ ��������.
������ ������� - ������, ������������ ��� ������ ���������� ����������:

�������� �� ��, ��� ��� ������ ������������ � ������, � ��� ���� ��� ����������.
��-������, �� ��� ���� ����, ��������������� ��� ��������� ������ ��� ������ ��� ������. ���� ���� ������ ����� ������ �� ������ �����������; ��� ���� �������. � ���������� ������, ��������������� ��� �������� ������, ���� ��������������� ���� ��������� ������ �����, ������ ���������� ������� ������� ����� ���� �������� - ��� �� ����� ������������ ��� ������.
��-������, ��� ������ ������������� � ������� �� ������������� � ����������, � �������������, �������� �������, ���������� �����������������. ��-�� ����� ����� ������ ��� ��������� ����������� �� ����� ������������, ���� ����� ��������� �� ������������� ��������� � ������������� - �������� �� ���� �������� ������. �� ���� ���������� ������ ���, ��� ������ �������, �������, �������... � ��� � ������, ����� ��� ����� ����� �� ������ � ������ ���������, ��� ����� ������������� � ����� ��������. ��� �������� �������� ���, ��� � ��������� ������������� ������� � �������������� ������ ��������� ������������� � �������� ����� �����.
����� ������ ����� ������ ������ � �� ��������� - ���� ��� ����� ��������� ������� 0.1 ��.
���������� �������� � ������ � �����������
���������� ������ ����������� � �� ������� �� ������ � ����; ����� ����� ����� ������ �� � ������ ��������� (����� ������, � �����). ������� ����� ������� ����� ������� ������, ����� ����� ���� �������� ��� �� ���� ����� ������ � ����� ������ ���������� ����������� ������������ (��� ��������, ����������� ���� - �������� 10 � 10 ��), �� ���� ��������� ������� - 20 � 10 �� ��� ������� ������.
���������� �� �������� ����������� � �������� ��� �����-���� ���������, ������� �������� �� �������������� ���������� ������ � ������������ �������� (����� ������, ����� ���������� ������ �� ��������� � �������� ��� ������� ����������� � ����� ���������� �� ���� ����� ���������). ��� ���� ���� � ��������� ������� - ������������ ������. � ���� ������ � �� ������ ������� �������, ����� �� �������� ���� �������� ���������. ����� �������� �������� ������� ���, ����� ����� ������ �������� �� ����� ���� ��������, � ������ ������� �������� � ��������� - �������� ���� ����������� ����, ������� ������. ��������� ����� ����� ������ ��������, ��� ��� ������� �� ����������� ������ ������������ � ����� ������������� (� ������� �����������). ����� ������� ��� ���� ������� ��� ������� ��������� � ����� ����� - ���, ����� ����� ���� ������, �� �� �����.
������� ������ ���� ������ ����� ��������� � ������� - �� �����������, ��� ���������� ������ �� ��������� � ����������� ��������. ����� ����, � ���� ������ ���������������� ������� �� ���� ���������� ������ ������ �������� ��� ��������� �� ������� - ���� ��� ������ �������, ��� �� ������ ������� ����� ��������.
�� ����� ������ ���� ��� �� ��� ������ �������������� ����, �� ��� �� ��� �����, ���� ����������� �������� ��� ������� � ������.
������������ ������ � ����������� �� ��������
��� ������������ ������ � ������� ������ ������ ������� ��������, ����������� ��� ������� ����� � ���������� ������. ������ ����������� �� �������� ������� ����� � ������� ������� ���, ��� ����������� ����������.
� ��� ����� ������������ ������� �� ����������� ������� ���������� ������ - ���, ����� ����� ���� ������ ��������� �������� ������� ������ �������. ������������ ��������� ����� ���������, ���� ����� ������ �� ���� ������� ����������� ����� �� ��������, ��� ��������� ���� ������, � ������� ��� �� �������. ���� ��� ������ �������� ��� ����� ������ ��� ������������ ������� ������, ��� ������; ���� ��� - ������� ������� ������ ������.


���� ���� ������ �� ���� ������ � ��������� � ������� ��������� ��� ��� ���������. ������ ����������� ������ � �������� ���������� ����� ������ ����� - ������ ������ ������ ������������� � �����, � ����������� �� ������ ���������� � ���������. ��� ��������� ����������� ������� ���� ������ � ��������, ��� ��������� - �����������. � ������ ������������ ����������� ������ � ������� ��������� �������� ������ � �������� �� ������ ��������, ���������� ������� ������ �� �������, ������� ���� ������ �����-������ ���� �������� � ���� ���� ����, ���� ������ ��������� �� ����� �� ����������� ��������, - �� ���� ��������� ������� ������� �������. ��� ������ ��� ����������, ������� � ������� ���� �� ������, ����� ��� ��������� ��������. ������-���� ��� ����� ����������.


���� ����� ����� �� ���������� � ������� ����. ������ ��������� - � ������ �������� ������ � ��������, "��������" ������ ��� ����� ������� �� �������� ��������� (��. ����, ��� ��������, ��� ��� �������� ��� "����������" ��������� ��������), � �������� ����������� �����. ��� ����� ������ ������� ���, ������� ���� - ���� �� ��������� �������� ��������� �������, � ����� ��������� ��� ������������ ���� � ��� �� ������� ������ - ���� �� �� ��������� ��������� � �� ����������� �� ������������� ���������. ��� ���� ������� �������������� ������������� ����������� ������ �� �������� - ��� ����������� ������ ���� �������� �� �����. ��� ������������� ������� ����� ��������.
���������� ������, ������ �� � �������� � �������
������ �� �������� ������� ��������� ����-��� ������, ����� ��� ��������� ������. ����� � ������ �������� ������ � �������� (�������� ������ ������ �� ���������, ���� �� ������ ������). ����� ����� �������� ������ ������ ������� (�� ���������!) ��� ����� � ��� ������ ��������� (�����), ����� ������� ����� �������� � ������ �����, ������� ��������.
������ ����� - ������ ����� ��� ��������, ������ ������ ������, �������� �� ������������ � ����������� �� �����.


����������: ������ "�������� �����������" �� Andrew Inwald
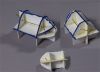
������� �������� ��������� ����� ��� ������ ������ Spitfire Mk.Va, ��������� Andrew Inwald, ������� �������� �� ������� KARTONBAU.DE � PAPERMODELERS.COM:

���������� ������������� ����� ������ - ������������ ������ ������� ������ �� ������, � � ����� ������ ���������� ��� (��� ����� ��� - �� ����������� ���������) ������, ������ ��� ����� (������, �������� ���� �������).
����� ���������� �������� ��� �������� � ������ - ������ �� ������ ������, �� � ������� ��������:

�� ���� ����, ���� ������ �� �����, � � �� �� ����� �� ���� �������, ���������������� ��������� ������, ���������� ������� ����� ����� ����� ����� �� �����, ��� �����. ������� ������������ �������� � ����� ������ �������������� ���������� ���������� ���������� (� �������� �� � ��������� ��������� ��-������):


�����������, ��� ������ � �������. ��������� ������� ���������� ������ ����������� � �������� - ������ ���������� ���� �� ��������� ������� (��� �����, ������ ��� ����� ������� �������� ������ ������ ����� ������ � ������ ���� ��������� ����� �� ��������). ������ �� �������� (�� ������ � ������ ��� "�������") �������� ��������, �� ������������ ����������, �����������, ��-������, �� �������� ���� ��� ���������� � �����������, � ��-������, ������������� �������� ������ �� �������� - �� ���� ����� �� ������ ��� ����, ����� ������� ����� ������, �� � ��� ����, ����� �� ��� ����� ������ ������� ���������.
������, ���� �������, ��� ��� ������ (� ������������) ������� ��������� ���� ������ ���� �������� - ������ ������ ����� �� ������� ������, �� � �������� ��� ��� ����� �����������. ��� �� ����� ������ ����������� ��������.
���������
Pinterest
��� ���
�������������






































 ������ ���������� - ������ 2010
http://scalemodels.ru/modules/myarticles/article_storyid_3159.html
������ ���������� - ������ 2010
http://scalemodels.ru/modules/myarticles/article_storyid_3159.html








 BatMan � 13.08.2010 - 16:12
BatMan � 13.08.2010 - 16:12 Paulito � 13.08.2010 - 16:44
Paulito � 13.08.2010 - 16:44 Leshiy73 � 13.08.2010 - 18:26
Leshiy73 � 13.08.2010 - 18:26 ���_����� � 16.08.2010 - 12:15
���_����� � 16.08.2010 - 12:15 mgolovanov � 21.08.2010 - 03:48
mgolovanov � 21.08.2010 - 03:48 Tomheat
Tomheat


